|
×
Линия экструзии для производства защитной спирали РВД в Минске
Линия экструзии защитной спирали для РВД
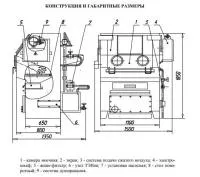
Предназначена для производства защитных элементов для гидравлических рукавов высокого давления (РВД) методом намотки расплава. Термопласт формируется в виде полосы и подается на конический пучок вращающихся валов. На нем расплав охлаждается и закручивается, образуя устойчивую спираль. Для обеспечения стабильного размера поверхность дополнительно прикатывается обрезиненными роликами. Методика применяется для изделий с диаметром выше 50мм, которые невыгодно производить путем спиральной нарезкой трубок. Базируется на одношнековом экструдере 40/25, 3 зоны термоконтроля на цилиндре, 1 на фильере и 1 свободно назначаемая.
Линия экструзии защитной спирали для РВД
Предназначена для производства защитных элементов для гидравлических рукавов высокого давления (РВД) методом намотки расплава. Термопласт формируется в виде полосы и подается на конический пучок вращающихся валов. На нем расплав охлаждается и закручивается, образуя устойчивую спираль. Для обеспечения стабильного размера поверхность дополнительно прикатывается обрезиненными роликами. Методика применяется для изделий с диаметром выше 50мм, которые невыгодно производить путем спиральной нарезкой трубок. Базируется на одношнековом экструдере 40/25, 3 зоны термоконтроля на цилиндре, 1 на фильере и 1 свободно назначаемая.
Searching with this product:
Product catalog
|
||||||||||
|
2009-2024 © All Rights Reserved
|

 SENDING A REQUEST ...
SENDING A REQUEST ...